



Hematite (α-Fe₂O₃) is one of the most important iron ore minerals used in steelmaking worldwide. However, hematite is weakly magnetic, which means it cannot be efficiently upgraded using simple low-intensity magnetic separators like magnetite. Instead, processing hematite requires a carefully designed combination of crushing, grinding, gravity separation, high-intensity magnetic separation (WHIMS), and often flotation to achieve high-grade concentrate. This complete guide explains the hematite beneficiation process step by step, including the equipment used, the process flow sheet, and key selection factors for building an efficient plant.

Hematite Ore Characteristics That Drive the Beneficiation Process
Before designing a beneficiation plant, it is essential to understand the properties of hematite that affect processing.
Weak magnetism: Hematite responds only to high-intensity magnetic fields (typically above 10,000 Gauss). Standard low-intensity magnetic separators (LIMS) designed for magnetite will not capture hematite effectively.
High specific gravity: Hematite has a density of about 5.3, making it suitable for gravity separation methods.
Good floatability: Compared to magnetite, hematite responds well to flotation, especially reverse flotation for silica removal.
Hardness: Hematite has a Mohs hardness of approximately 6 and is highly abrasive.
Fine liberation size: Hematite often requires fine grinding to liberate iron particles from gangue minerals like quartz and silicates.
Because of these characteristics, the hematite beneficiation process almost always uses a combination of methods rather than a single separation technique.
Overview of the Hematite Beneficiation Process
A typical hematite beneficiation plant follows five main stages:
Crushing and screening
Grinding and classification
Separation (gravity, magnetic, flotation, or combinations)
Concentration (thickening)
Dewatering (filtration and drying)
The specific process flow sheet depends on the ore grade, liberation size, gangue composition, and desired final concentrate quality.
Stage 1: Crushing and Screening
The first step in any hematite beneficiation plant is reducing the run-of-mine ore to a manageable size for grinding. Hematite is hard and abrasive, so the crushing circuit must be robust.
Typical flowsheet: three-stage crushing with closed-circuit screening.
Primary crushing: A jaw crusher reduces the ore from up to 400 mm to about 150–200 mm.
Secondary crushing: A cone crusher or impact crusher further reduces the ore to 30–50 mm.
Tertiary crushing: A cone crusher or double roller crusher produces a final crushed product of 8–10 mm or smaller.
Screens are placed between each crushing stage to remove fines early. Removing undersize material before it enters the crusher increases crushing efficiency and reduces wear on crusher components.
Magnetic head pulleys and electromagnetic separators can also be installed on the conveyors to remove tramp iron before the ore enters the grinding circuit.
Equipment used: jaw crushers, cone crushers, impact crushers, double roller crushers, vibrating screens, belt feeders, magnetic head pulleys.
Stage 2: Grinding and Classification
After crushing, the ore must be ground to a fine powder to liberate hematite particles from gangue minerals. Hematite often requires fine grinding because the iron mineral is finely disseminated.
Typical flowsheet: two-stage grinding in closed circuit with classifiers.
First-stage grinding: A rod mill or grid-type ball mill reduces the crushed ore to approximately 10–20 mesh.
Second-stage grinding: An overflow ball mill in closed circuit with a hydrocyclone or spiral classifier grinds the ore to the target liberation size (typically 150–200 mesh, about 74–106 μm).
The classifier (hydrocyclone or spiral classifier) returns coarse particles to the ball mill for regrinding while sending fine particles to the next stage. A "Sub-A" Unit Cell or a selective mineral jig can be installed in the grinding circuit to recover a high-grade concentrate early, which helps reduce reagent costs and improve overall recovery.
Equipment used: rod mills, ball mills (grid and overflow types), hydrocyclones, spiral classifiers, unit flotation cells, mineral jigs.
Stage 3: Separation (Beneficiation)
Separation is the core of the hematite beneficiation process. Because hematite is weakly magnetic, single-method separation is rarely sufficient. Most plants use a combination of gravity separation, high-intensity magnetic separation (WHIMS), and flotation.
Gravity Separation
Gravity separation uses the density difference between hematite (5.3) and gangue minerals (2.6–2.8). It is most effective for coarse and medium-sized hematite particles.
Coarse particles (30 mm to 0.5 mm): Jig machines are the primary gravity separator.
Medium particles (3 mm to 0.074 mm): Spiral chutes (spiral concentrators) provide high-capacity, low-cost separation. Spiral circuits typically include rougher, scavenger, and cleaner stages to maximize recovery.
Fine particles (2 mm to 0.037 mm): Shaking tables produce very clean concentrates but have lower capacity.
Gravity separation is often used as the first stage of beneficiation to remove coarse gangue and produce a rough concentrate. For a 250 TPH low-grade hematite plant, a spiral concentrator circuit achieved approximately 75% iron recovery.
High-Intensity Magnetic Separation (WHIMS)
Because hematite is weakly magnetic, standard low-intensity magnetic separators are ineffective. Instead, Wet High-Intensity Magnetic Separators (WHIMS) are used. WHIMS operate with magnetic field strengths of 10,000–20,000 Gauss or higher to capture fine hematite particles.
WHIMS are suitable for processing feed material down to 1.2 mm and are widely used for hematite, limonite, and other weakly magnetic ores. The matrix inside the WHIMS creates a high-gradient magnetic field that traps weakly magnetic particles while non-magnetic gangue passes through.
For fine-grained hematite that requires very fine grinding (e.g., P80 106 µm), satisfactory concentration can be achieved with three or four stages of WHIMS separation. Eriez reports that WHIMS can achieve 4–6% higher recovery at the same grade compared to other methods.
Equipment used: Wet High-Intensity Magnetic Separators (WHIMS), vertical ring high-gradient magnetic separators (LHGC), high-gradient magnetic separators (HGMS).
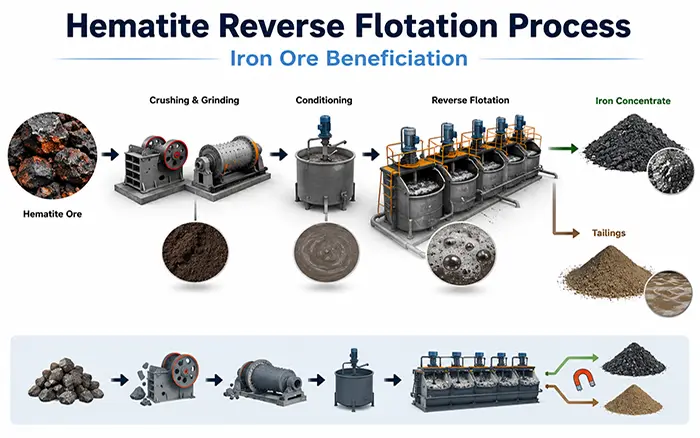
Flotation
Flotation is the most effective method for fine-grained hematite. It can produce high-grade concentrates even from low-grade ores with complex mineralogy.
The most common approach for hematite is reverse flotation. This method floats away the silica gangue (quartz) while leaving the hematite in the sink product. Reverse flotation uses cationic collectors (amines) to float the silica. Depressants are used to keep the hematite in the underflow.
For specular hematite with an initial Fe grade as low as 25%, flotation can produce concentrates above 62% Fe with less than 9% SiO₂ and high recovery.
A typical hematite flotation circuit includes roughing, scavenging, and cleaning stages. A four-cell rougher section followed by a two-cell scavenger is common, with scavenger concentrate returned to the rougher circuit. Mechanical agitation flotation cells (SF, JJF, BF) and air-inflation flotation cells (KYF, XCF) are both used.
Reagents for hematite flotation include collectors (fatty acids, oleic acid, petroleum sulfonates), frothers, and occasionally mineral oil. For reverse flotation, amines are used as collectors for silica.
Equipment used: mechanical agitation flotation cells, air-inflation flotation cells, conditioners, reagent feeders, pumps.
Stage 4: Concentration (Thickening)
After separation, the concentrate is a dilute slurry (typically 30–40% solids). Thickeners are used to settle the solids and produce a thickened slurry (about 65% solids) before filtration. The overflow water from the thickener is typically recycled back to the plant to reduce fresh water consumption.
Both peripheral transmission and center transmission thickeners are used in hematite beneficiation plants.
Equipment used: thickeners (peripheral or center transmission).
Stage 5: Dewatering (Filtration and Drying)
The thickened concentrate still contains significant moisture and must be dewatered to produce a dry, transportable product.
Filtration: Ceramic filters or disk vacuum filters remove most of the remaining water, producing a filter cake with about 5–10% moisture.
Drying (optional): For applications requiring very low moisture (e.g., pellet feed), a rotary dryer further reduces moisture content.
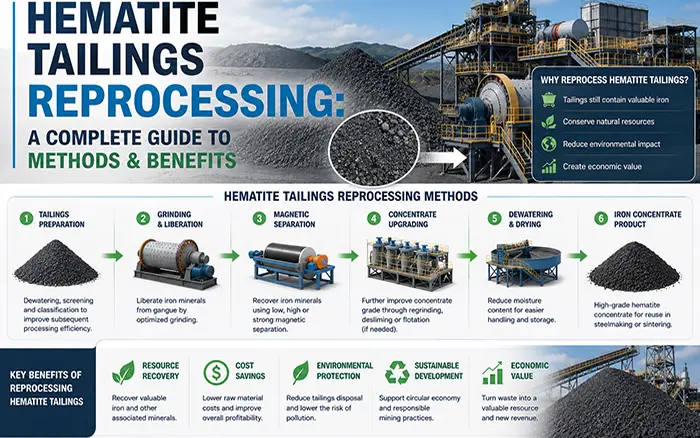
The tailings (waste material) from the separation stages are also sent to a tailings thickener and then to a tailings storage facility.
Equipment used: ceramic filters, disk vacuum filters, rotary dryers, tailings thickeners.
Complete Equipment List for a Hematite Beneficiation Plant
A complete hematite beneficiation plant includes the following major equipment:
| Stage | Equipment |
|---|---|
| Crushing and screening | Jaw crusher, cone crusher, impact crusher, vibrating screen, belt feeder |
| Grinding and classification | Ball mill (grid or overflow), hydrocyclone, spiral classifier |
| Gravity separation | Jig machine, spiral chute (spiral concentrator), shaking table |
| Magnetic separation | WHIMS (wet high-intensity magnetic separator), HGMS |
| Flotation (optional) | Flotation cells (mechanical agitation or air-inflation), conditioners |
| Concentration | Thickener (peripheral or center transmission) |
| Dewatering | Ceramic filter, disk vacuum filter, rotary dryer |
Auxiliary equipment includes belt conveyors, slurry pumps, elevators, and electrical control systems.
Example Flowsheets for Different Hematite Ore Types
Simple flow sheet for medium-grade hematite (gravity + WHIMS): Crushing → Grinding → Spiral concentrator (rougher/scavenger/cleaner) → WHIMS → Thickening → Filtration. This flowsheet can upgrade Fe from 59% to 65% with approximately 75% iron recovery.
Advanced flow sheet for low-grade, fine-grained hematite (WHIMS + reverse flotation): Crushing → Grinding → WHIMS (multiple stages) → Reverse flotation → Thickening → Filtration. This combination is widely used for Anshan-type lean hematite ores in China. The magnetic separation removes coarse and medium hematite, while reverse flotation cleans the fine material.
Combined flow sheet for complex ores: Crushing → Grinding → Gravity separation (coarse fraction) → WHIMS (medium fraction) → Reverse flotation (fine fraction) → Thickening → Filtration. This three-stage approach maximizes recovery across the full particle size range.

Factors Affecting Hematite Beneficiation Performance
Grind size: Insufficient grinding leaves hematite locked in gangue, reducing recovery. Over-grinding increases slime generation, which hinders separation efficiency.
Feed grade and mineralogy: Ore with high silica or clay content requires more extensive beneficiation.
Equipment selection: Matching the correct equipment to the particle size and mineral properties is critical.
Water quality and availability: Flotation requires good water quality; recycled water may affect reagent performance.
Conclusion
The hematite beneficiation process is a multi-stage operation that involves crushing, grinding, gravity separation, high-intensity magnetic separation (WHIMS), and often flotation. Because hematite is weakly magnetic, no single separation method works for all ore types. A well-designed plant uses a combination of gravity separation for coarse particles, WHIMS for fine particles, and reverse flotation for ultrafine or silica-rich feeds. By understanding the ore characteristics and selecting the right equipment for each stage, operators can achieve high recovery and produce a high-grade concentrate suitable for steelmaking.