Magnetite is one of the most important and widely studied minerals on Earth. As the world's primary strongly magnetic mineral and one of the two dominant iron ore types alongside hematite, it sits at the foundation of the global steel industry, supports critical mineral processing operations worldwide, and finds applications ranging from coal washing to medical imaging. Yet despite its ubiquity, magnetite is frequently misunderstood — confused with hematite, mistaken for pyrite, or simply described as "black iron ore" without the nuance that its complex chemistry and mineralogy warrant.
This guide covers everything you need to know about magnetite: its chemical composition and crystal structure, physical and magnetic properties, geological types and global occurrence, industrial applications, and the processing methods used to transform raw magnetite ore into high-grade iron concentrate for steelmaking and other uses.

What Is Magnetite?
Magnetite is a naturally occurring iron oxide mineral with the chemical formula Fe₃O₄ — more precisely expressed as Fe²⁺Fe²³⁺O₄, reflecting the fact that it contains iron in two distinct oxidation states simultaneously: ferrous iron (Fe²⁺) and ferric iron (Fe³⁺) in a 1:2 ratio. This mixed-valence structure is responsible for many of magnetite's most distinctive properties, including its exceptional magnetic behavior and its relatively high electrical conductivity compared to other oxide minerals.
Magnetite belongs to the spinel group of minerals and crystallizes in the isometric (cubic) crystal system. It is classified as an oxide mineral and carries the IMA symbol "Mag." With a theoretical iron content of 72.4% by weight — higher than any other common iron ore mineral — magnetite is one of the richest natural sources of iron available. However, because magnetite deposits typically occur at lower grades than hematite (often 25–40% Fe in the ore as mined, compared to 55–65% Fe for high-grade direct-shipping hematite), the ore must be concentrated before it is suitable for steelmaking. This requirement for beneficiation makes magnetite processing more capital- and energy-intensive than hematite processing, but the resulting concentrate is exceptionally pure and well suited to pelletizing for blast furnace and direct reduction ironmaking.
The name "magnetite" derives from either the ancient Greek district of Magnesia in Asia Minor (present-day Turkey), where the mineral was historically found, or from Magnes, a Cretan shepherd who, according to legend, discovered the mineral when the iron nails in his sandals became stuck to a rock outcrop. Magnetite has been known to humanity since antiquity — the naturally magnetized variety of magnetite, called lodestone, was the world's first known magnetic material and the basis for the earliest compasses.
Chemical Formula and Crystal Structure
The chemical formula Fe₃O₄ represents a compound containing two iron (Fe) ions combined with three oxygen (O) ions. This formula can also be understood as a combination of one molecule of iron(II) oxide (FeO) and one molecule of iron(III) oxide (Fe₂O₃), structurally united in a single crystalline lattice: FeO · Fe₂O₃ = Fe₃O₄.
Magnetite adopts the inverse spinel crystal structure — a face-centered cubic arrangement in which oxygen ions form the structural framework and iron ions occupy specific interstitial positions within that framework. In this structure:
Fe³⁺ ions occupy both tetrahedral (A-site) and octahedral (B-site) positions within the oxygen lattice
Fe²⁺ ions occupy only octahedral (B-site) positions
The anti-parallel alignment of magnetic moments between the two types of iron sites — combined with the unequal number of ions in each configuration — is what produces magnetite's ferrimagnetic behavior: a strong net magnetic moment that persists in the absence of an external magnetic field. This is fundamentally different from pure ferromagnetism (as in metallic iron) but produces similarly strong macroscopic magnetic effects, making magnetite the most magnetic of all naturally occurring minerals.
The unit cell parameter for magnetite is a = 8.397 Å, and each unit cell contains 8 formula units (Z = 8). The molecular weight of Fe₃O₄ is 231.53 g/mol.
Physical Properties of Magnetite
Understanding the physical properties of magnetite is essential for mineral identification, ore characterization, beneficiation circuit design, and industrial application. The following are the defining characteristics:
Color: Black to grey with a brownish or bluish tint in reflected light. Magnetite does not exhibit the reddish-brown coloration associated with hematite, and its consistent black appearance is one of the most reliable field identification features.
Streak: Black — a key diagnostic property. Unlike hematite, which produces a distinctive red-brown streak, magnetite always produces a black streak when drawn across an unglazed porcelain streak plate. This single test reliably distinguishes the two minerals even when their hand-specimen appearance is similar.
Luster: Metallic to submetallic. Well-crystallized magnetite has a bright, mirror-like metallic luster on fresh crystal faces. Massive and granular forms may appear submetallic or resinous.
Crystal Habit: Octahedral crystals are the most common and diagnostic form — eight-faced crystals with triangular faces that meet at sharp edges. Dodecahedral forms also occur. In nature, magnetite more frequently appears as massive, fine to coarse granular aggregates without well-developed crystal faces, particularly in banded iron formation (BIF) hosted deposits.
Hardness: 5.5–6.5 on the Mohs scale. Magnetite cannot be scratched by a copper coin (Mohs 3) or a steel file (Mohs 6.5), placing it in the hard mineral category. This hardness contributes to the abrasive wear on crusher liners and grinding mill media during ore processing.
Specific Gravity / Density: 5.17–5.18 g/cm³, with an effective density of approximately 5.0 g/cm³ for bulk material. This is significantly higher than common silicate gangue minerals (typically 2.5–3.5 g/cm³), a difference that makes gravity separation partially effective for pre-concentrating magnetite and that makes magnetite-bearing rocks noticeably heavy when handled.
Cleavage: None distinct. Magnetite has indistinct cleavage on {111} planes but in practice fractures along uneven surfaces. The absence of good cleavage means that magnetite particles produced by crushing and grinding are irregular and blocky rather than platy.
Fracture: Uneven to subconchoidal.
Tenacity: Brittle — magnetite fractures rather than deforming under stress.
Transparency: Opaque in all practical thicknesses. Magnetite does not transmit visible light except in extremely thin sections prepared for microscopic examination.
Melting Point: 1,597°C (2,907°F). Magnetite transitions to hematite at temperatures above approximately 400°C in an oxidizing atmosphere, which is relevant to magnetizing roasting processes and pellet induration.
Solubility: Dissolves slowly in hydrochloric acid. Magnetite is insoluble in water under normal conditions.
Magnetic Properties: Why Magnetite Is Unique
Magnetite's magnetic behavior is its most commercially significant property and the basis for its use in both mineral processing (magnetic separation) and numerous industrial applications. Several aspects of this behavior are worth understanding in detail:
Ferrimagnetism. Magnetite is ferrimagnetic, meaning it possesses a spontaneous magnetic moment — a permanent internal magnetization — in the absence of any external magnetic field. This is fundamentally different from the paramagnetic behavior of hematite (which is only weakly attracted to a strong magnet and loses its magnetism when the field is removed) and makes magnetite responsive to even low-intensity magnetic fields of 500–1,200 Gauss (0.05–0.12 Tesla).
Lodestone. Some naturally occurring magnetite is permanently magnetized — meaning it behaves as a natural permanent magnet with definable north and south poles. This variety is called lodestone and represents the world's oldest known magnetic material. Lodestone forms when magnetite is struck by lightning or cooled through its Curie point in the presence of the Earth's magnetic field, both of which can induce permanent magnetization.
Curie Temperature. The Curie temperature of magnetite — the temperature above which it loses its ferrimagnetic properties and becomes paramagnetic — is approximately 580°C (1,076°F). Below this temperature, magnetite is strongly magnetic. Above it, the thermal energy is sufficient to randomize the alignment of magnetic moments, and the mineral loses its permanent magnetism. This property is exploited in magnetizing roasting processes, where weakly magnetic iron minerals such as hematite or limonite are heated in a reducing atmosphere to convert them to magnetite, and then cooled below the Curie point before magnetic separation.
Magnetic Susceptibility. Magnetite has the highest magnetic susceptibility of any naturally occurring mineral, approximately 0.1–1.0 SI (volume susceptibility), which is several orders of magnitude higher than paramagnetic minerals such as hematite (10⁻⁴ to 10⁻³ SI). This dramatic difference is the basis for low-intensity magnetic separation (LIMS), in which wet drum magnetic separators operating at field strengths of 500–1,200 Gauss achieve essentially complete recovery of magnetite from non-magnetic gangue minerals in a single pass.

Types of Magnetite Deposits
Magnetite occurs in a wide variety of geological environments, and the type of deposit in which it occurs has profound implications for ore grade, mineralogy, liberation characteristics, and processing requirements.
1. Banded Iron Formations (BIF)
Banded iron formations are sedimentary sequences of alternating iron-rich and silica-rich (chert) layers deposited in ancient marine basins, primarily during the Proterozoic era (2.5 to 0.5 billion years ago). BIF-hosted magnetite deposits are the most volumetrically significant source of magnetite iron ore globally and host the world's largest iron ore mining operations.
BIF deposits are characterized by fine-grained magnetite intergrown with quartz (silica), requiring fine grinding to achieve adequate mineral liberation before magnetic separation. Grade is typically moderate (25–40% Fe in the run-of-mine ore), but the enormous scale of many BIF deposits and the high recovery achievable with magnetic separation make them economically compelling. Major BIF-hosted magnetite operations include those in Western Australia (Pilbara region), the Lake Superior region of North America, Ukraine, Russia, and Brazil.
2. Kiruna-Type (Iron Oxide-Apatite) Deposits
Kiruna-type deposits, named after the world-famous iron ore mine at Kiruna in northern Sweden, consist of massive bodies of high-grade magnetite ore with significant apatite content. These deposits are associated with volcanic rocks in arc settings and form through either magmatic or hydrothermal processes — a question that has been debated in economic geology for over a century. Kiruna-type deposits are characterized by very high magnetite grades (often 50–70% Fe in the ore), relatively coarse grain size that allows liberation at moderate grind sizes, and a spatial association with apatite that can represent either a processing challenge (phosphorus contamination) or an additional revenue source.
Major Kiruna-type operations include LKAB's mines in northern Sweden (Kiruna, Malmberget, and Gällivare), which supply approximately 80% of Europe's domestic iron ore production, and the Bafq mining district in Iran, which hosts reserves exceeding 2 billion tonnes.
3. Skarn Deposits
Skarn deposits form when magmatic fluids interact with carbonate rocks (limestone or dolomite) during contact metamorphism, replacing carbonate minerals with iron silicates and oxides, including magnetite. Magnetite skarns are typically smaller than BIF or Kiruna-type deposits but may carry associated economic concentrations of copper, gold, cobalt, or tungsten. Processing is more complex than for monomineralic BIF ores, often requiring flotation or other separation methods in addition to magnetic separation to recover associated metals.
4. Magmatic (Igneous) Deposits
Magnetite crystallizes as an accessory mineral in virtually all igneous rocks, and in some magmas — particularly those of basaltic to intermediate composition — it can accumulate in sufficient quantities to form economic deposits. Vanadium-titanium magnetite (VTi-magnetite) deposits, associated with layered mafic intrusions, are an important variant in which magnetite carries significant concentrations of vanadium and titanium that can be recovered as co-products. Major VTi-magnetite operations are found in China (Panzhihua), South Africa (Bushveld Complex), and Canada.
5. Hydrothermal Deposits
Magnetite can precipitate from iron-rich hydrothermal fluids in a variety of settings, including iron oxide-copper-gold (IOCG) deposits, veins, and replacements of reactive host rocks. Hydrothermal magnetite often occurs alongside copper, gold, and other economically significant metals and is commonly a co-product rather than the primary ore mineral.
6. Placer Deposits
Magnetite's high specific gravity (5.17–5.18 g/cm³) causes it to concentrate in placer deposits — alluvial and beach sand accumulations where dense minerals are separated from lighter material by water flow. Black sand beaches enriched in magnetite are found in many parts of the world, particularly in volcanic regions such as New Zealand, Indonesia, the Philippines, and Iceland. Placer magnetite is typically fine-grained and mixed with other heavy minerals such as ilmenite, chromite, and garnet, requiring multi-stage separation to produce a clean magnetite product.
Where Is Magnetite Found? Major Global Deposits
Magnetite deposits are distributed across the globe, with commercially significant concentrations on every continent:
Australia — Western Australia hosts some of the world's most significant magnetite development projects alongside the more established hematite operations. Projects in the Pilbara, Mid West, and Midwest regions are advancing to address growing demand for high-grade magnetite concentrate and pellet feed, particularly from Asian steel mills seeking to reduce carbon emissions through direct reduction processes.
Sweden — LKAB's operations in northern Sweden (Kiruna, Malmberget) represent the most productive Kiruna-type magnetite mines in the world and have been in continuous operation for over 130 years. Swedish magnetite pellets are exported to steel mills across Europe and beyond.
China — China has the world's largest installed base of magnetite processing plants, particularly in provinces such as Liaoning, Hebei, Sichuan, and Inner Mongolia. Domestic magnetite ores are typically low to moderate grade, and Chinese operations have driven significant innovation in stage grinding, magnetic separation, and reverse flotation technology to achieve economic processing of fine-grained, lower-grade ores.
Russia and Ukraine — The Kursk Magnetic Anomaly in western Russia and the Krivoy Rog basin in Ukraine both host enormous BIF-hosted magnetite deposits that supply significant volumes of iron ore concentrate and pellets to European and regional steel markets.
United States — The Lake Superior region, particularly the Iron Range in northeastern Minnesota, contains large BIF-hosted magnetite deposits. Taconite processing — the beneficiation of low-grade magnetite BIF ore — was pioneered in this region and remains central to the U.S. domestic iron ore industry.
Canada — Several significant magnetite projects are under development in Quebec, Newfoundland-Labrador, and British Columbia, driven by growing demand for high-grade pellet feed from low-carbon ironmaking processes.
Brazil — While Brazil's iron ore industry is dominated by hematite at operations such as Carajás, magnetite-bearing ores occur in the Iron Quadrangle and elsewhere, and BIF-hosted magnetite is increasingly being evaluated as hematite grades decline.
Iran — The Bafq district in central Iran hosts one of the world's largest concentrations of Kiruna-type magnetite deposits, with combined resources exceeding 2 billion tonnes.
Magnetite vs. Hematite: Key Differences
Magnetite and hematite are the two most commercially important iron ore minerals. Understanding the differences between them is fundamental to iron ore investment analysis, processing plant design, and steelmaking raw material procurement.
| Property | Magnetite (Fe₃O₄) | Hematite (Fe₂O₃) |
|---|---|---|
| Theoretical Fe Content | 72.4% | 69.9% |
| Typical Ore Grade (ROM) | 25–45% Fe | 55–65% Fe |
| Color | Black | Red-brown to grey-black |
| Streak | Black | Red-brown |
| Magnetism | Strongly ferrimagnetic | Weakly paramagnetic |
| Hardness (Mohs) | 5.5–6.5 | 5.5–6.5 |
| Specific Gravity | 5.17–5.18 g/cm³ | 4.9–5.3 g/cm³ |
| Crystal System | Isometric (cubic) | Trigonal (rhombohedral) |
| Primary Separation Method | Low-intensity magnetic separation (LIMS) | Gravity, high-intensity magnetics, flotation |
| Processing Complexity | Higher (requires fine grinding + LIMS) | Lower (many deposits are direct-shipping) |
| Typical Concentrate Grade | 68–72% Fe | 62–68% Fe |
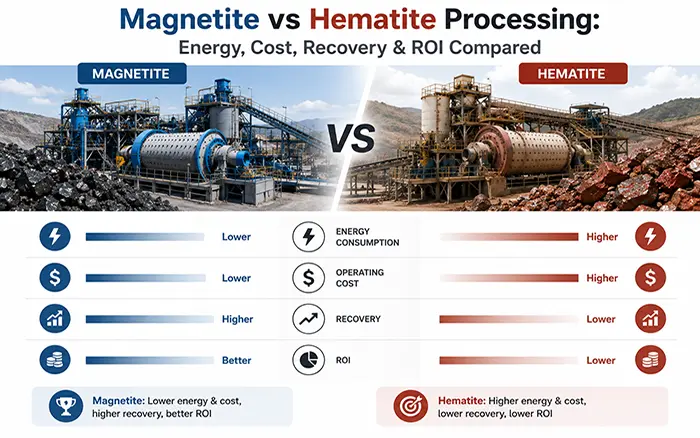
| Energy Use vs. Hematite | 30–40% higher | Baseline |
| Carbon Emissions vs. Hematite | ~2.5× higher per tonne | Baseline |
| Pellet Quality | Excellent (self-fluxing in oxidation) | Good (requires binders) |
| Primary Market | Pellet feed, DRI, high-grade concentrate | Direct-ship lump, fines, pellet feed |
While magnetite has a higher theoretical iron content than hematite, its typically lower ore grades mean that significant processing is required before the ore is usable by steel mills. This processing requirement increases capital and operating costs but produces a very high-purity concentrate that commands a premium in the market and is particularly well suited to direct reduction ironmaking — a key technology in the steel industry's decarbonization pathway.

Major Industrial Uses of Magnetite
Magnetite's combination of high iron content, strong magnetic properties, high density, and chemical stability gives it a broad range of industrial applications beyond the primary use in steelmaking.
1. Iron and Steel Production (Primary Use — ~70% of Demand)
Magnetite's dominant industrial use is as a raw material for iron and steelmaking, a sector that accounts for more than 70% of total global magnetite consumption. Magnetite ore is crushed, ground, and processed by magnetic separation to produce a high-grade iron concentrate (typically 68–72% Fe), which is then pelletized — agglomerated into small spherical pellets — for use in blast furnaces or direct reduction (DR) shaft furnaces.
Magnetite pellets have several advantages in steelmaking over direct-shipping hematite lump and fines. Their uniform size and high strength allow consistent gas flow in the blast furnace burden, and the exothermic oxidation of magnetite to hematite during pellet induration generates heat that reduces the energy required for the pelletizing process — a property unique to magnetite among iron ore feedstocks. Global demand for steel is projected to reach approximately 1.8 billion metric tons by 2030, underpinning continued strong demand for magnetite iron ore.
2. Dense Media Separation (DMS) for Coal and Mineral Processing
Dense media separation is a gravity-based beneficiation method in which materials are separated according to their density in a heavy liquid medium. In industrial DMS plants, ground magnetite is mixed with water to form a dense slurry — typically at densities between 1.3 and 3.5 g/cm³ — through which feed material is passed. Particles denser than the slurry sink and are recovered as a concentrate; particles lighter than the slurry float and are discharged as rejects.
Magnetite is the ideal medium for this process because it is dense (5.17 g/cm³), easily ground to the required fine particle size, and magnetically recoverable. After each separation pass, the diluted magnetite medium is recovered from both the float and sink products using low-intensity magnetic drum separators and recycled back into the process, making the magnetite medium essentially a consumable that is reused indefinitely. DMS using magnetite is widely employed in coal preparation plants to remove shale and other impurities, and in mineral processing for pre-concentration of diamonds, platinum, and base metal ores. Very high purity magnetite (approximately 99% Fe₃O₄) commands a premium price in this market.
3. Iron Oxide Pigments (Magnetite Black)
Fine-particle magnetite with a particle size below 50 microns is used as a black pigment in paints, coatings, plastics, and construction materials. Magnetite black is valued for its chemical stability, UV resistance, and deep black color. It is one of the iron oxide pigment family alongside hematite red (Fe₂O₃) and goethite yellow/brown (FeOOH), and is produced both from natural magnetite concentrates and synthetically through controlled precipitation processes. The pigment and coatings segment represents a growing niche application for fine-particle magnetite.
4. Coal Washing and Coal Preparation
In coal preparation plants, magnetite medium suspension is used to separate coal (density approximately 1.3–1.5 g/cm³) from shale, pyrite, and other mineral impurities (density 2.0–4.5 g/cm³). This application is closely related to DMS described above and is the second-largest industrial use of magnetite powder after steelmaking. The efficiency of magnetic recovery systems for medium regeneration makes magnetite the economical choice compared to other dense media options.
5. Water Treatment and Wastewater Purification
Magnetite nanoparticles and fine-grained magnetite are increasingly used in water treatment applications, both industrial and municipal. The Schikorr process uses magnetite to remove phosphorus from wastewater. Magnetite can also be used to adsorb heavy metal ions, organic contaminants, and dyes from industrial effluent, with the added advantage that magnetically loaded magnetite particles can be recovered from treated water using magnetic separation, allowing the adsorbent to be regenerated and reused. This application is growing steadily as environmental regulations on industrial wastewater tighten globally.
6. Medical Imaging (MRI Contrast Agents)
Magnetite nanoparticles — typically in the size range of 10–100 nanometers — exhibit superparamagnetic behavior (magnetic in an applied field but non-magnetic when the field is removed, due to thermal fluctuations that dominate at nanoscale). This property makes them valuable as contrast enhancement agents in magnetic resonance imaging (MRI), where they can be administered intravenously to improve the visualization of soft tissue structures. Research into magnetite nanoparticles for targeted drug delivery and hyperthermia cancer treatment is also an active field, representing a high-value emerging application for ultra-fine magnetite materials.
7. Radiation Shielding Concrete
Magnetite aggregate — crushed magnetite ore or concentrate in the coarse aggregate size range — is used in the production of heavyweight concrete for radiation shielding in nuclear power plants, medical radiotherapy facilities, and research laboratories. The high density of magnetite (5.17 g/cm³) allows the production of concrete with a density of 3.5–4.0 g/cm³ (compared to approximately 2.3 g/cm³ for ordinary concrete), which provides significantly enhanced attenuation of X-rays, gamma rays, and neutron radiation in a smaller wall thickness. This reduces the footprint of radiation shielding structures and the volume of concrete required.
8. Chemical Catalysis
Iron-based catalysts derived from magnetite are used in several important industrial chemical processes. The Haber-Bosch process for synthesizing ammonia (the foundation of modern nitrogen fertilizer production) uses an iron catalyst partially derived from magnetite. Magnetite is also used as a catalyst precursor in the water-gas shift reaction, which is important in hydrogen production and syngas purification. These catalytic applications require highly pure magnetite with controlled particle size and specific surface area.
9. Ferrofluid Production
Ferrofluids are stable colloidal suspensions of magnetite nanoparticles in a carrier liquid, stabilized by a surfactant coating that prevents particle aggregation. When exposed to a magnetic field, ferrofluids become magnetized and can be controlled and shaped by the field. Commercial applications include use as a dynamic seal in rotating shafts (particularly in hard disk drives), as a heat transfer medium in loudspeakers, and in various sensing and actuator applications. The ferrofluid market is a specialized but growing application area for high-purity synthetic magnetite nanoparticles.
How Is Magnetite Ore Processed?
The processing of magnetite ore into a usable iron concentrate or product involves a sequence of unit operations that varies depending on the ore type, liberation characteristics, grade, and target product specifications. The typical processing flowsheet for a BIF-hosted magnetite deposit — the most common commercial scenario — involves the following stages:
Stage 1: Crushing
Run-of-mine (ROM) magnetite ore is fed into primary crushers (typically jaw crushers or gyratory crushers) for initial size reduction, followed by secondary and tertiary cone crushers to reduce the ore to a size suitable for grinding (typically minus 10–20 mm).
Stage 2: Stage Grinding and Magnetic Separation
Fine-grained BIF magnetite typically requires grinding to 40–100 microns (P80) to achieve adequate liberation from quartz gangue. This is most efficiently achieved through stage grinding: the ore is ground to an intermediate size in the first stage ball mill, subjected to low-intensity magnetic separation (LIMS) to remove liberated magnetite early in the process, and then the magnetic concentrate is reground in the second stage ball mill before a final magnetic separation. Stage grinding reduces energy consumption by avoiding unnecessary overgrinding of material that has already been liberated, and is particularly well-suited to magnetite ores because the strong magnetic response allows efficient early removal of concentrate at coarser sizes.
Stage 3: Low-Intensity Magnetic Separation (LIMS)
Wet drum low-intensity magnetic separators — typically operating at field strengths of 800–1,200 Gauss — recover the magnetite fraction from the grinding circuit. In a typical rougher-cleaner-scavenger LIMS circuit, rougher drums recover the bulk of the magnetite in a single pass, cleaner drums upgrade the rougher concentrate by rejecting entrapped gangue particles, and scavenger drums process the combined rougher and cleaner tailings to recover any remaining magnetite before the final tailings stream is discharged to the tailings storage facility.
Stage 4: Reverse Flotation (If Required)
For operations targeting very high concentrate grades (above 68–70% Fe), or for ores containing elevated levels of silica, alumina, or other impurities that cannot be fully rejected by magnetic separation alone, reverse flotation is applied to the LIMS concentrate. In reverse flotation for magnetite, the magnetite is selectively depressed using starch while silicate gangue minerals are floated using cationic (amine) collectors, producing a magnetite product remaining in the cell as the non-floated fraction. Reverse flotation adds process complexity and operating cost but can reliably achieve concentrate grades above 70% Fe with low silica content.
Stage 5: Dewatering
The magnetite concentrate slurry leaving the magnetic separation and flotation circuit contains 25–40% solids by weight and must be dewatered before filtering, pelletizing, or shipment. Thickeners are used to increase the solids concentration to 60–70%, after which ceramic disc filters or pressure filters reduce the moisture content to 8–10% for pellet feed, or to the moisture specification required by the customer for direct concentrate shipment.
Stage 6: Pelletizing (For Pellet Feed Products)
Magnetite concentrate destined for blast furnace or direct reduction use is typically pelletized — mixed with a small amount of binder (typically bentonite or an organic binder), formed into spherical pellets approximately 9–16 mm in diameter, and then indurated (fired) at 1,200–1,300°C to develop the mechanical strength needed to withstand handling, shipment, and the conditions inside a blast furnace. During induration, the magnetite in the pellets is partially or fully oxidized to hematite, releasing heat that partially offsets the energy required for the firing process — a key economic advantage of magnetite pellets compared to hematite pellets.
Magnetite in the Context of the Energy Transition
The energy transition — the global shift away from fossil fuels toward electrified, lower-carbon energy systems — is creating new and significant demand drivers for magnetite that go beyond the traditional steelmaking market.
Direct Reduction Ironmaking (DRI) — Low-carbon steelmaking increasingly relies on hydrogen or natural gas-based direct reduction processes that reduce iron ore pellets to metallic iron (sponge iron) without a blast furnace. These processes require very high-grade pellet feed (68%+ Fe, very low silica and alumina) — specifications that magnetite concentrates are ideally suited to meet. As steel mills transition from blast furnace-based ironmaking to DRI-electric arc furnace routes to reduce carbon emissions, demand for high-quality magnetite pellet feed is expected to grow significantly.
Rare Earth and Critical Mineral Co-production — Kiruna-type and other iron oxide-apatite deposits contain significant concentrations of rare earth elements within their apatite component. As demand for rare earths for electric motors, wind turbines, and electronic devices grows, the economic case for processing magnetite-apatite ores for both iron and rare earth co-recovery is strengthening.
Battery and Energy Storage Technology — Magnetite nanoparticles are being investigated as anode materials in next-generation lithium-ion batteries. While still at the research and development stage, the potential for magnetite to play a role in energy storage as well as energy-intensive steelmaking positions it as a mineral of interest in the broader context of the clean energy economy.
Conclusion
Magnetite is far more than simply black iron ore. Its combination of high theoretical iron content, exceptional magnetic properties, high density, and chemical versatility makes it one of the most industrially significant minerals in the world. The global magnetite iron ore market was valued at approximately USD 45.6 billion in 2024 and is projected to grow at a CAGR of 5.2% through 2033, driven by steel demand, coal washing requirements, and emerging applications in water treatment, medical technology, and low-carbon ironmaking.
For mining and mineral processing operations, magnetite's processing requirements — fine grinding, low-intensity magnetic separation, and in many cases reverse flotation — define the equipment selection and plant design decisions that determine both capital cost and operational performance. Understanding what magnetite is, where it occurs, and how it behaves during processing is the essential foundation for any mining professional, investor, or engineer working with iron ore or related mineral commodities.